One of the most common sterile barrier packaging configurations used in the medical device industry for heavy, bulky, and/or high-risk devices is a coated DuPont Tyvek® lid sealed to a rigid or semirigid thermoformed tray. In my years of experience, troubleshooting various sealing failures, I’ve identified some key focus areas to optimize sealing and ensure sterile barrier integrity needed for user requirements and patient safety.
First and foremost is the sealing process. When conducting a Design of Experiment (DOE), it is important to optimize this process for successful validation downstream. Primary inputs include temperature, dwell time, and pressure. Primary outputs are seal strength, visual appearance of the seal, and ultimately the integrity of the seal.
Avoid under-sealing AND over-sealing
- Under-sealing refers to using too little temperature, dwell time, and/or pressure needed for the materials of the two mating surfaces (lid and tray flange) to properly bond. If this happens, the seal often looks incomplete and is characterized as having many gaps and voids (see representative picture below). The seal may also exhibit a lower seal strength versus seals created from an optimized process.
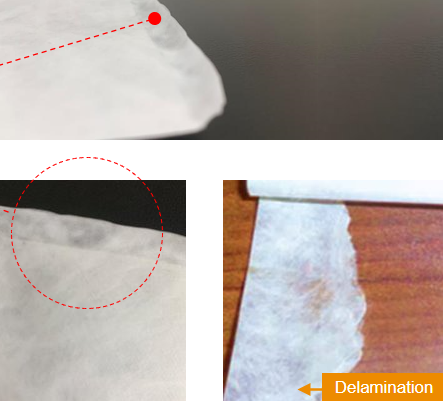
- Over-sealing refers to using too much temperature, dwell time, and/or pressure. In this scenario, the Tyvek® lid may look dark or clear and the tray flange may curl and warp. The peeled seal may look fairly normal and seal strengths may be higher than seals from an optimized process (but not always). Risks associated with over-sealing include Tyvek® tearing and delamination, which can contaminate the device as the user attempts to aseptically present it to the sterile field.
- An optimized sealing process will be characterized by consistently complete seals from a visual perspective, and seal strengths that are consistent across a temperature, dwell, and pressure window that is functional for your operations team.

Once your sealing process is optimized, there are other issues that can surface and should be a proactive watch out or considered when troubleshooting a seal failure. Here are some common examples:
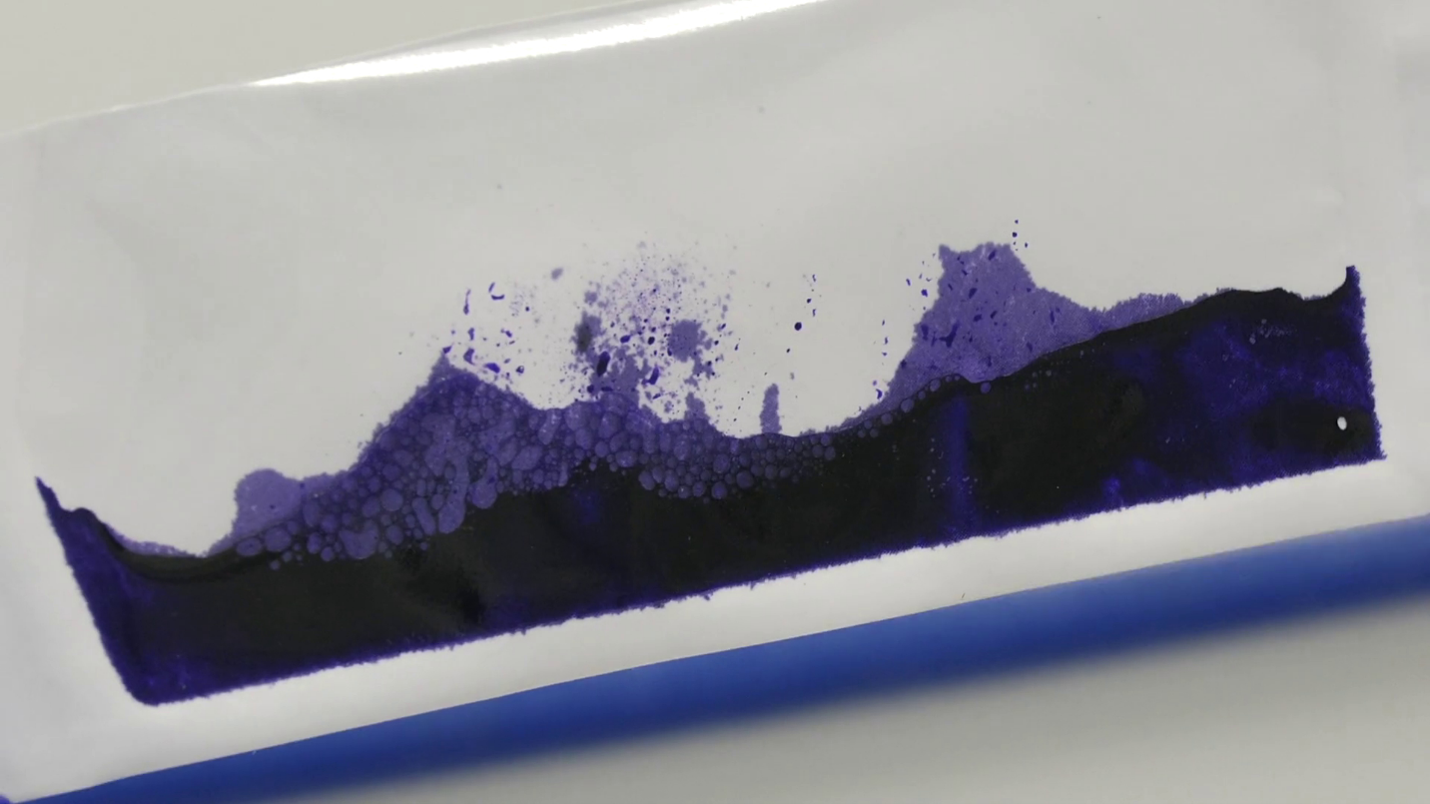
- Contamination refers to something present on the mating surfaces (either tray flange or lid) that interferes with the bonding process. Contamination can come from a broad range of sources including, but not limited to lubricants and oils from sealing equipment, operators, excessive de-nesting agent on the tray flange, and gloves. Contamination can result in random gaps, voids or spottiness in the seal like the picture below. These areas may not result in failures during integrity testing and may not affect the seal strength of the impacted area. The cosmetic appearance of the seal may raise doubt in a clinical setting as to the sterility of the device.
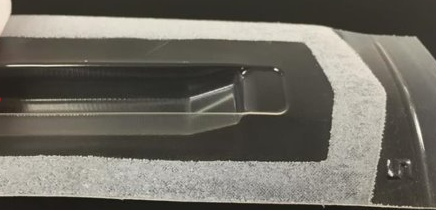
- Cold shock failures refer to the sterile barrier system receiving a significant shock while at low temperature. This type of failure is most common in rigid sterile barrier systems vs. flexible systems. In this situation, the coated Tyvek® lid de-bonds from the tray flange creating a breach in sterility. The picture below is representative of a cold shock failure. The adhesive coating from the lid has de-bonded from the tray flange in a significant area. In my experience, cold shock failures are fairly rare but can be very random in occurrence, which can make them difficult to troubleshoot.
-2.png)

Optimizing lid and tray sealing parameters and designing your sterile barrier system with these watch-outs in mind are critical to avoiding validation failures or concerns from the field. When random failures do occur during testing, in production, or in the field, keep these examples in mind to help you troubleshoot!